SANCTO BERNADO, ORA
PRONOBIS
Remontant à 1147,
la Société des Laminoirs de Clairvaux a
reçu
son certificat ISO 9002 en l'An 2000

A gauche : l'abbaye de Clairvaux (Photo Éric Essetet).
Au centre : autre partie de l'ancienne abbaye, aujourd'hui restaurant
pour le personnel pénitentiaire (Photo E.E.).
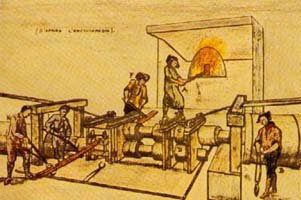
A droite : un laminoir au XVIIIe
siècle, extrait de l'Encyclopédie.
ATTENTION,
il vous faut bien être attentifs aux quelques lignes qui suivent.
Il existe dans un lieu-dit "Les-Forges-Saint-Bernard", une entreprise
qui, aujourd'hui, s'appelle la Société des Laminoirs de Clairvaux.
Jusqu'ici vous me suivez bien ?
Et cette entreprise qui, autrefois, s'appelait la
Société des Forges de Clairvaux, n'a rien à voir avec
des forges et encore moins avec un autre lieu-dit proche d'elle Clairvaux,
célèbre lui par son ancien couvent cistercien fondé
par saint Bernard, le prédicateur qui entraîna, au XIIe
siècle, l'Europe dans une première croisade pour délivrer
le tombeau du Christ des mains des musulmans occupant Jérusalem,
et dont une partie des bâtiments a été transformée
en prison sous Napoléon Ier,
en 1804 et qui reste toujours centre pénitentiaire.
Le seul point commun entre ce laminoir et le célèbre
moine, est que notre société remonterait à 1147, date
à laquelle le saint homme l'aurait créé, aidé
de ses moines dont les frères convers travaillaient à façonner
le métal chauffé à "jaune" (c'est la couleur
qu'il présente à sa sortie du four)
Or, il ne faut pas confondre forge et laminoir, dans la
première, on écrase le métal dans tous les sens en
le martelant, à l'aide de fortes et puissantes machines ; dans le
second, on fait passer et repasser deux ou trois fois s'il le faut entre
deux séries de cylindres, les barres de métal brut de section
carrée, coupées à la dimension voulue et qu'on appelle
des billettes : ces dernières larges de 6 à 10 cm, varient
entre 6 et 12 m de long. Quand elles sont plus petites (entre 60 et 110
cm), on les appelle alors des lopins.



En haut : les billettes sortent du four.
En bas, à gauche : un train de laminoir. A droite
: une billette sortant d'un train (Photos Éric Essertet).
Et bien sûr, à chaque fois que le métal
incandescent est passé entre les deux cylindres d'un boxe qui en
compte trois en tout, il se profile, s'amincit jusqu'à atteindre
l'épaisseur désirée. Pour être ainsi travaillées,
les billettes, qui proviennent d'un métal fabriqué dans les
pays de l'Europe de l'Est, surtout en Russie, auront fait un séjour
de plus d'une heure au sein d'un four d'où elles ressortiront à
1 280°, d'un poids au mètre (et à chaud) variant de 500
g à 27 kg, avant de prendre leurs formes au travers de trois trains
de laminoirs, chacun étant conçu pour accueillir des billettes
de sections plus ou moins importantes.

Quelques exemples de la production de Clairvaux
Profilés spéciaux
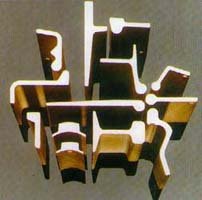
Profilés
|
Ici, aux Forges-Saint-Bernard, on fait aussi de l'étirage
de métal à froid, mais cette activité reste très
marginale par rapport au laminoir d'où sortent tout un tas de profilés
permettant, par la suite de fabriquer des charnières pour l'industrie
automobile (pour Renault, par exemple) des pièces d'usures des carterpillars
américains ou des cardans de transmission des véhicules de
chantier, pelleteuses, etc, des produits dits "marchands", des équerres,
des "U", des tés, dont chacun est bien particulier puisque
produit à partir de plans fournis par les clients : d'où
l'expression de "produits spéciaux." Toujours avec
ces billettes qui, à force de passer et repasser dans le train des
laminoirs, auront perdu leur forme carrée pour en prendre une autre
(ce que les techniciens appellent d'un mot savant la "rhéologie"),
on va façonner des mains courantes (c'est de ce sud de la Champagne
que sont sorties toutes celles qui ornent les barrières entourant
les quais du lac à Genève), de gratte-pieds, de charnières
de portes, de pivots de volets ou de persiennes ou même l'encadrement
des fenêtres de certaines prisons nord-américaines, ou des
hublots de bateau. "Bref, explique Sébastien Boge, le responsable,
ici, de la qualité,
on nous demande très souvent de fabriquer
des moutons à cinq pattes". Mais à la différence
d'autres laminoirs où chaque production tourne autour d'une trentaine
de tonnes, là, les "moutons à cinq pattes" sortent
par petites quantités, cinq tonnes tout au plus. La Société
des Laminoirs de Clairvaux possède un catalogue de plus de 700 profilés
: "En moyenne, souligne Patrick Magnette, responsable méthode
et lui-même calibreur ("Nous ne sommes pas plus d'une cinquantaine
à travers le monde", dit-il non sans une certaine fierté),
nous
l'enrichissons d'une dizaine de produits nouveaux par an. Une année,
nous avons même atteint le chiffre de 30 !"
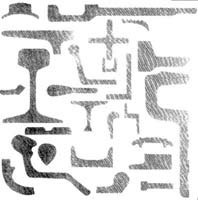
Un peu plus tard, lors de la visite de l'usine, il me
montrera même le cahier qui, remontant à plus de 1898, contient
les sections en silhouette de tout ce qui a été fabriqué
ici : "Attention, me prévient-il en feuilletant le cahier
année par année, nous allons arriver à la guerre
de 14-18 où nous avons beaucoup travaillé pour l'armement..."
Et voici en effet qu'apparaissent des pièces destinées
aux gâchettes de fusil |
ou à devenir baïonnettes...
Entre cousins...
Ici, ce sont quelques 99 salaries qui travaillent dans
l'entreprise, presque tous du pays même puisque, comme le souligne
l'adjoint de direction, monsieur Jean-Paul Giraudineau : "88 personnes
appartenant à notre personnel, proviennent de cinq familles seulement".
Et, si l'on rajoute le bruit ambiant inhérent à ce genre
d'activités, les conditions du métier sont rudes puisque
c'est à la main et en s'aidant de longues pinces, que les ouvriers
introduisent les billettes entre les cylindres des trains de laminoirs
: "C'est pour cela, explique Alain Camus, le responsable de la production,
qu'après
3/4 d'heures de travail, ils prennent un repos de 15 minutes".
| Et la qualité dans tout cela ? Eh bien, c'est
Sébastien Boge qui, à vingt-deux ans, l'a en charge. Originaire
du pays, il a fréquente l'IUT de Troyes où vient de s'ouvrir
une section qualité et c'est ainsi qu'il décroche le DUSTIQ,
diplôme universitaire de stratégie en engineering de la qualité.
Apprenant que, à deux pas de chez lui la Société des
Laminoirs cherchait un stagiaire, il tente sa chance et est pris. Ce stage
dure d'abord un an et demi pendant lesquels il vient, au début,
un mois sur deux, il y passe toutes ses vacances d'été avant
de décrocher, il y a seize mois un contrat de travail définitif.
Mais ce n'est pas avec sa venue que la Société
des Laminoirs de Clairvaux entreprend une démarche qualité
: "Cette démarche, explique Sébastien, a démarré
il y a plus de quinze ans sous l'influence notamment de l'automobile qui
voulait être rassurée sur la valeur de leurs fournisseurs". |
 A gauche :
A gauche :
Alain Camus. A droite : Sébastien Boge.
|
C'est ainsi que les ouvriers, goguenards, ont vu,
pendant ce temps, se succéder plusieurs personnes pour tenter, en
vain, de mettre sur pied cette démarche : "Chacun, se souvient
Patrick Magnette, a bien mis quelque chose en place, mais cela n'a jamais
abouti, soit par manque de connaissances sérieuses de l'un, soit
à cause de querelles de personne".
Un système qui ne "prenne
pas la tête"
Cependant, un jour vint où un consultant proposa
à la direction de faire appel à un stagiaire. On se doute
alors dans quelle ambiance est arrivé Sébastien qui a dû
lutter contre l'incrédulité des ouvriers qui avaient vu passer
quinze ans sans rien voir venir et la férocité de certains
d'entre eux n'appréciant pas ce qu'ils jugeaient être l'extrême
jeunesse du nouveau responsable qualité : "Je fus reçu
par des gens sceptiques qui, dans leur grande majorité m'affirmaient
: "Tu n'y arriveras jamais". Et tous les lundis, lors de notre réunion
d'échanges, poursuit Sébastien, j'avais le droit à
des réflexions sarcastiques, très acidulées !"
Mais cela ne le décourage pas : "J'ai tout de suite constaté
qu'ici, le savoir-faire, on l'avait, mais qu'il n'y avait pas de vrai suivi
de nos productions". Et Patrick Magnette de surenchérir : "Ce
qui nous manquait, c'était un vrai bureau d'étude, il nous
fallait acquérir une bonne façon de travailler, une façon
de classer aussi...". Et Sébastien de confirmer : "Encore
une fois, nous avions la pratique, mais pas ou peu de traces écrites.
Or, par exemple, je souhaitais arriver à l'existence d'une simple
fiche de contrôle et ce au niveau de toute l'entreprise".
Mais là, Sébastien se heurte à une
première réalité : le refus systématique des
ouvriers de participer à la rédaction de tout document. L'un
d'eux lui affirme même : "Si je dois écrire, je préfère
rétrograder et être payé mille francs de moins par
mois !"
Aussi, Sébastien opte pour "un système
qualité simple, dynamique, jeune, qui "ne prenne pas la tête"
à
des gens qui refusent l'écrit et qui, pour la plus part, ont vingt-cinq
ans d'ancienneté dans la maison".
Le second obstacle provenait d'une partie de la maîtrise
: "Les fameux carnets noirs des agents de maîtrise, tente-t-il
d'expliquer par cette formule lapidaire". En effet, chaque soir, certains
contremaîtres, puisqu'ici on travaille par groupe de 17, notaient
dans leur carnet noir les incidents auxquels ils avaient fait face dans
la journée et les moyens employés pour y remédier.
Ce qui, certes, leur permettait, la fois suivante, de prendre immédiatement
les mesures qui s'imposent, mais qui ne fait nullement profiter l'ensemble
de la communauté des progrès acquis. Aussi, Sébastien
refuse donc de multiplier les réunions et la masse de papier, leur
préférant rencontrer les salariés sur le terrain,
de les interroger, de les écouter : "Ils m'ont dit ce qu'ils
voulaient et ainsi j'ai mis en route un début de communication qui
n'existait pas jusque là..."
Une fois la démarche bien engagée, il restait
à choisir l'organisme certificateur : "De moi-même, j'ai
écarté les organismes trop lourds parce que je voulais trouver
des personnes sympathiques et surtout très réactives. Refusant
les deux plus importants, j'ai consulté tous les autres et dans
le domaine de la réactivité, AOQC a battu tous ses concurrents
de cent coudées. Lorsque nous avons été audités,
donc très rapidement, quelques non-conformités mineures ont
alors été relevées. J'ai proposé très
rapidement les remèdes qui s'imposaient et, dans le mois qui suivait,
nous étions certifies ISO 9002."
Et depuis ? Qu'ont dit les salariés des Laminoirs
de Clairvaux quand ils ont appris la nouvelle de ce pari gagné par
Sébastien contre le scepticisme général ? Patrick
Magnette, vieux Lorrain, préfère répondre à
sa place : "Rien : c'est le caractère des gens d'ici qui, sans
qu'il y ait méchanceté, préfèrent évoquer
les mauvaises que les bonnes nouvelles. Mais maintenant, je n'entends plus
de réflexions acerbes. Et l'important est que notre système
fonctionne".
Éric Essertet
.gif)


.gif)